 来源:济南泉西重型锻造机械有限公司 网址:www.qxzxdz.cn
发布日期 2018-11-19 浏览: 0
来源:济南泉西重型锻造机械有限公司 网址:www.qxzxdz.cn
发布日期 2018-11-19 浏览: 0
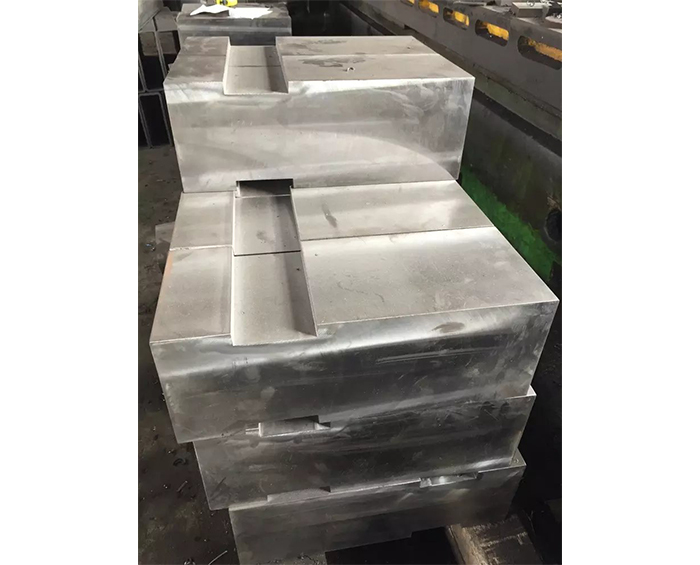
锻件的形状和尺寸应符合锻件图的规定。锻件图上规定的机械加工余量、公差及余块,按 GB/T15826.1-1995锤上钢质自由锻件机械加工余量与公差一般要求》、GB/T12362-1990《钢质模锻件公差及机械加工余量》标准规定定。
锻件表面若有裂纹、折叠、锻伤、夹层、结疤、夹渣等缺陷,按下列规定执行。
需要机械加工的锻件表面,经过检查确认缺陷深度,能保障留有机械加工余量50%以上时,允许不清除,但需经用户同意。

不再进行机械加工的锻件表面,整修处的大深度不得比较过该处尺寸的下偏差,且整修处须平滑。
齿轮锻件加工厂家提醒:锻件的表面缺陷深度比较过机械加工余量时,若需补焊须取得用户同意。在清除缺陷以后按适当的补焊规程进行补焊,补焊的质量要符合用户对锻件的要求。
锻件表面是否要清理以及清理方法,由用户与制造单位在订货时协定。
制造单位应保障锻件没有白点。当在一个锻件上发现白点时,则与该锻件同一炉钢并同一炉热处理的整批锻件,均应逐个进行白点检查。
锻件可直接用钢锭制造,但钢锭应选择镇静钢,须标明炉号,并附有检验合格证明书。锻件可以用轧钢或钢锭锻造成的钢坯制成,这些钢材须具有合格证书。
对无合格证书的钢锭、钢坯和钢材,须按有关的材料标准进行复检,定合格以后才能使用。制造单位须按用户图样规定的钢号生产锻件。如需代用,须征得用户同意并出具书面文件。
![]()

济南泉西重型锻造机械有限公司@版权所有 鲁ICP备13005818号
手机:13969139333 (张经理) 手机:13156159292(马经理)
电话:0531-87508898
地址:济南市槐荫区宋庄工业园
技术支持:企力网 网站地图 /XML地图

本站部分素材搜集来源网络,如内容有侵权,请联系我司立即删除!本站内容按照相关法律法规进行编写;如有不当请联系我司立即删除!




